Máy ép phun điện đầy đủĐược công nhận rộng rãi với độ chính xác cao, độ sạch và lợi thế tiết kiệm năng lượng, trong hầu hết các kịch bản sản xuất, các đặc điểm trên trực tiếp quyết định hiệu suất toàn diện của thiết bị.
Nhưng trong điều kiện làm việc của các thùng chứa tường mỏng, thùng đóng gói, dán nhãn trong khuôn (IML) và khuôn xếp khoang cao, các tiêu chuẩn đánh giá là hoàn toàn khác nhau. Khả năng điều chỉnh năng lượng trong khoảng vài mili giây trước và sau khi kết thúc quá trình lấp đầy là quan trọng hơn nhiều so với độ cứng hoặc gia tốc tối đa của thiết bị.
Một khi trạng thái công nghệ của giai đoạn này ổn định, tỷ lệ tốt của sản phẩm tự nhiên có thể kiểm soát được; Nếu dao động không ổn định, ngay cả khi máy ép phun hiệu suất cao và
Khuôn mẫuCũng sẽ lệch khỏi cửa sổ công nghệ tiêu chuẩn đã được kiểm chứng.
Chúng tôi đã mời Adam Isbitsky, kỹ sư tạo mẫu và quản lý mở rộng kinh doanh của Husky, kết hợp kinh nghiệm thực tế của mình trong dây chuyền sản xuất bao bì,Chìa khóa cốt lõi của quá trình ép phun bao bì tháo dỡ sâu.
Chuyển đổi cấp mili giây
Những khoảnh khắc quyết định chất lượng công nghệ
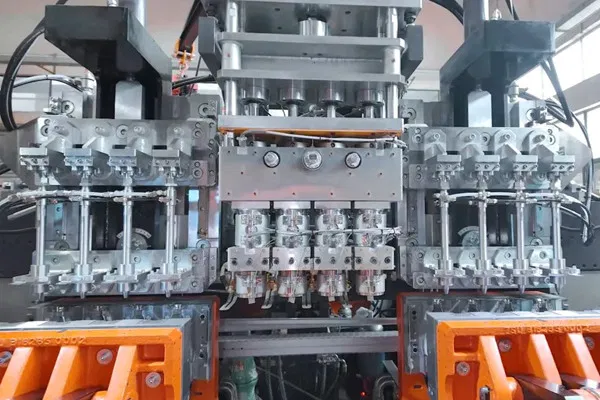
Trong cảnh tạo hình tốc độ cao, quá trình điền vào một bộ khuôn tường mỏng 64 khoang chỉ mất 0,18 giây. Những thay đổi nhỏ về độ nhớt tan chảy, độ lệch vài mili giây của V/P (tốc độ/áp suất) chuyển đổi, tất cả đều có thể gây ra biến động áp suất ngắn.
Khống chế một khi mất cân bằng, thường thường sẽ xuất hiện hai loại tình huống điển hình:
Đỉnh áp suất quá cao: kích hoạt cạnh bay, thừa cân sản phẩm, uốn lõi
Giá trị thung lũng áp suất giảm quá nhanh: dẫn đến bắn không đủ, lấp đầy không đủ
Trong điều kiện quá trình cực kỳ năng động, các thiết bị có thể kiểm soát năng lượng một cách xuất sắc sẽ nổi bật. Và chìa khóa để đạt được lợi thế này, thường làGiảm xóc nội tại vừa phảiChứ không phải thiết bị cứng nhắc cực hạn.
Độ cứng ≠ Tối ưu
Ngăn chặn mới là vũ khí ổn định.
Khi mọi người đánh giá ưu điểm và khuyết điểm của thiết bị ép phun, họ thường lấy độ chính xác làm tiêu chuẩn cốt lõi: theo đuổi độ cứng của thân máy bay cao hơn, phản ứng servo nhạy cảm hơn và tăng tốc hiệu suất nhanh hơn. Bộ tiêu chuẩn đánh giá này được thành lập trong đa số cảnh tượng thành hình, nhưng trong tình hình làm việc thành hình cực đoan của sản phẩm đóng gói yêu cầu nghiêm khắc, bộ tiêu chuẩn này ngược lại sẽ mang lại hiệu quả tiêu cực.
Giới hạn của tất cả các trục tiêm điện
Phản ứng động cực kỳ nhanh, tăng áp suất dễ dàng hơn khi chuyển đổi V/P
Giảm áp suất tức thời có thể xảy ra khi hệ thống điều chỉnh quá mức hoặc dưới tác động
Cửa sổ quá trình hẹp, khả năng chịu lỗi cực kỳ kém, khó phù hợp với môi trường sản xuất thực tế với tình hình thay đổi
Ưu điểm tự nhiên của đơn vị tiêm thủy lực servo
Khả năng nén của dầu thủy lực đáp ứng với nhóm van điều khiển, có thể tạo thành giảm xóc vốn có, cho phép hệ thống giảm tác động, giải phóng động năng trơn tru khi kết thúc quá trình sạc:
Giảm tốc độ, giảm đỉnh áp suất
Tránh áp lực giảm mạnh
Adam Isbitsky nhấn mạnh: "Điều này không có nghĩa là hệ thống thủy lực có độ chính xác cao hơn so với hệ thống chạy hoàn toàn bằng điện. Điều quan trọng là giảm xóc vốn có là yếu tố cốt lõi để đảm bảo sự ổn định của quy trình, đặc biệt phù hợpBao bì tường mỏng,Thùng đóng gói nặng Gram lớn,Ghi nhãn trong khuôn,Khuôn cao khoangChờ cảnh sản xuất. Trong một phần của quá trình đúc, chịu ảnh hưởng của biến động điều kiện làm việc tại hiện trường, đặc tính chính xác cao của trục tiêm hoàn toàn bằng điện, thay vào đó, nó sẽ phá vỡ sự ổn định điều khiển của giai đoạn chuyển đổi V/P. ”
Khoảng cách phản hồi
Biến vô hình quyết định độ chính xác điều khiển
Một biến số khác liên quan chặt chẽ nhưng thường bị bỏ qua: vị trí mà thiết bị thu thập tín hiệu áp suất và tốc độ phản hồi của tín hiệu phản hồi trạng thái tan chảy thực sự tại cổng.
Đơn vị tiêm thủy lực:Cảm biến áp suấtGần đầu ổ đĩa thủy lực trục vít, áp suất thủy lực và lực đẩy tan chảy được liên kết trực tiếp, tín hiệu phản hồi có thể phản ánh thực tế trạng thái tan chảy của vòi phun/bề mặt tiếp xúc khuôn.
Tất cả các đơn vị điện:Nếu không có cảm biến áp suất vòi phun/khoang, áp suất tan chảy thường được suy tính gián tiếp bằng mô-men xoắn động cơ hoặc đo lường biến dạng, tín hiệu bị chậm trễ sau khi chuyển đổi qua bộ lọc và thuật toán, và kết quả đo có thể có độ lệch so với điều kiện làm việc thời gian thực tan chảy.
Trong quá trình thay đổi động ở mức mili giây ở cuối chế độ sạc, sự khác biệt giữa hai tín hiệu được chuyển trực tiếp thành khoảng cách về tính nhất quán của sản phẩm.
Bốn cảnh lớn
Sự ổn định động quyết định hiệu suất cuối cùng
Bao bì tường mỏng
Thời gian làm đầy<0,2 giây, tốc độ thay đổi áp suất cực kỳ cao ở đầu khóa và cửa sổ quá trình cực kỳ hẹp, bất kỳ biến động nào trong chuyển đổi V/P sẽ ảnh hưởng trực tiếp đến chất lượng sản phẩm hoàn chỉnh.
Đóng gói trống
Sản phẩm có lượng tiêm lớn mang nhiều động năng hơn trong giai đoạn lấp đầy và chuyển đổi, cộng với diện tích hình chiếu lớn, những thiếu sót do áp suất nhỏ gây ra sẽ được khuếch đại đáng kể. Khu vực chiếu khuếch đại hậu quả của bất kỳ sự thay đổi áp suất nào. Áp suất cao nhất sẽ tạo thành miệng thùng phi phong, áp suất rơi xuống sẽ dẫn đến miệng thùng thiếu nguyên liệu; Đồng thời, chế phẩm cong vênh, biến dạng hình elip đều rất nhạy cảm với áp lực đỉnh cao và độ lớn bảo đảm áp lực.
"Đặc tính giảm tốc êm ái, hệ thống thủy lực có giảm xóc vốn có, và phản hồi áp suất gần, có thể ức chế hiệu quả quá điều chỉnh và dưới điều chỉnh, không cần tăng lực khóa khuôn, cũng không kéo dài chu kỳ hình thành, làm cho đường cong duy trì áp suất dễ dàng hơn để điều chỉnh chính xác,"Adam Isbitsky nói.
Ghi nhãn trong khuôn (IML)
Quá trình ghi nhãn yêu cầu áp suất khoang khuôn thay đổi liên tục và ổn định trong suốt quá trình làm đầy. Đỉnh áp suất nhỏ có thể cạo, đẩy nhãn; Giảm áp suất nhẹ sẽ gây ra áp suất không đủ ở cạnh nhãn, tạo ra các vấn đề như bong bóng khí, dịch chuyển vật liệu.
Adam Isbitsky cho biết: "Các đặc tính về thời gian, luồng không khí và tĩnh điện của robot đã mang lại nhiều biến số cho toàn bộ hệ thống và chúng tôi không bao giờ muốn bản thân thiết bị mất kiểm soát do đường cong áp suất chuyển đổi, làm trầm trọng thêm sự bất ổn của quy trình."
Buồng cao và khuôn gấp
Khu vực chiếu hình thành lồng cao là lớn, và các khuyết tật do dao động áp suất sẽ xuất hiện đồng bộ trong tất cả các khoang, kéo chi phí sản xuất lên đáng kể. Dòng chảy nóng không đồng đều với độ lệch áp suất chuyển đổi, sẽ làm tăng sự khác biệt về trọng lượng của các sản phẩm khoang khác nhau; Mặc dù biểu hiện trạng thái kết thúc bổ sung hai mặt của mô hình chồng chỉ có sự khác biệt nhỏ, cũng sẽ dẫn đến chất lượng lượng lớn của cả mô hình không ổn định.
Loại khuôn này phải đảm bảo nhiệt độ đồng đều của ống dẫn nhiệt, thứ tự mở và đóng cửa của van kim chính xác. Áp dụng sơ đồ phản hồi áp suất của phản ứng tín hiệu nhanh hơn và điểm thu thập gần tan chảy, có thể rút ngắn thời gian phản hồi vòng điều khiển tại các nút quy trình cốt lõi và ổn định tính nhất quán của hình thành.
Chọn Core
Phù hợp với hiệu suất động của thiết bị phù hợp
Máy ép phun điện đầy đủVẫn là lựa chọn tốt nhất cho hầu hết các kịch bản đóng gói, cung cấp độ chính xác và lặp lại tuyệt vời dưới yêu cầu tiết kiệm năng lượng, tiếng ồn thấp và năng động trung bình. Nhưng trong kịch bản sản xuất của điền cực nhanh, khối lượng tiêm lớn, khuôn khoang cao,Đơn vị tiêm thủy lực ServoThì có ưu thế tổng hợp nổi bật hơn.
Logic lựa chọn khoa học, là xuất phát từ nhu cầu công nghệ, xác định rõ vài mili giây then chốt trước khi khởi động bảo đảm áp suất, thiết bị có thể duy trì ổn định động thái hay không. Đối với việc đóng gói có độ khó cao mà nói, đây mới là năng lực cốt lo@@ ̃i xác định tính năng thực tế của thiết bị.









![[Sumitomo Injection Molding Machine] Tầm quan trọng của việc duy trì trình độ máy và phương pháp xác nhận](https://img48.86pla.com/3/20260710/639192723658636676426.jpg)